对看板生产系统建模
概述
这个例子展示了一个使用看板来管理生产活动的生产系统。通过对仿真结果的分析,指出了系统存在的问题,并提出了改进的方法。
模型的结构
该模型生产系统包括两个零件供应商和一条装配线。零件供应商使用原材料制造零件。成品部件被运送到装配线制造最终产品。下载188bet金宝搏完成的产品被运送到分下载188bet金宝搏销商,以完成生产订单。

在模型的顶层:
生成生产订单子系统模拟生产订单的生成。
装配线子系统通过将两种类型的部件(称为a部件和B部件)组装成最终产品来完成生产订单。下载188bet金宝搏
A部供应商子系统和B部供应商子系统制造最终组装所需的部件。
物料A供应商子系统和物料B供应商子系统负责补充零件生产过程中消耗的原材料。
看板循环
看板在日语中是“招牌”的意思。看板生产系统是一种拉动系统,它根据客户的实际需求来决定其生产。这些系统使用看板作为需求信号,通过生产系统传播,触发和调节生产活动,如加工和存储。
该模型模拟了两种看板的循环:回收看板和在制品看板。
回收看板管理库存。撤回看板授予从零件供应商撤回零件以补充库存的权利。工厂工人不能从现有库存的部件中移除回收看板,直到该部件被消耗掉。在生产过程中,对某一类型的零件发出的回收看板数量是固定的。这限制了该类型零件的库存大小。
在制品看板管理生产。在制品看板授予按规定的类型和数量制造零件的权利。零件生产完成后,工厂工人不能将在制品看板从零件上移除,直到零件被取出进行最终组装。在生产过程中,某一类型零件的在制品看板数量是固定的。这就限制了零件供应商加工零件的数量。
A部分回收看板的循环由以下模块和子系统建模:
A部分供应商子系统中标注“获取撤回看板”的资源获取者块
装配线子系统中标记为“退出版本看板A”的资源释放块
标记为“撤回看板”的资源池块A
下图为A零件供应商子系统和装配线子系统。
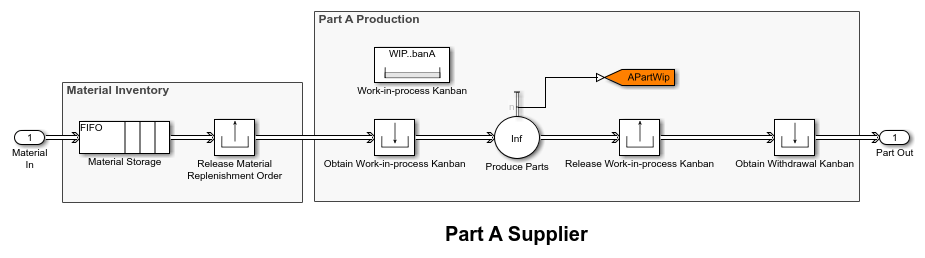
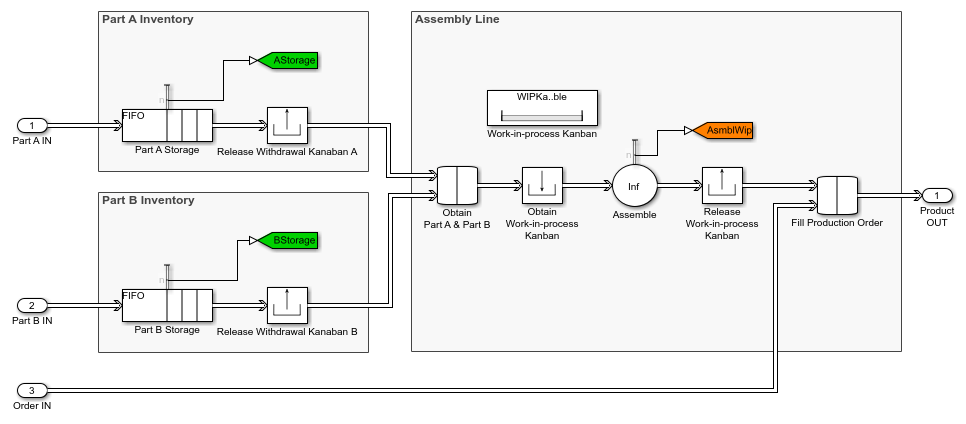
在模拟过程中,A零件供应商子系统中标注“获取撤回看板”的模块必须在A零件运输和存储以进行最终组装之前获得一个撤回看板。当库存中的a零件在最终装配中消耗时,装配线子系统中标有“放行撤回看板a”的块释放了该撤出看板。然后看板返回到标有“获取撤回看板”的区块,以补充A部分库存。
在制品看板的循环采用与回收看板相同的建模方式。例如,在Part A Supplier子系统中,标签为“获取在制品看板”的模块在生产A件时请求一个在制品看板。在A件完成并退出后,标签为“释放在制品看板”的模块释放了在制品看板。然后看板返回到标签为“获取在制品看板”的区块,以允许生产更多的A部分。
该模型使用资源池对看板组进行建模。要了解这个技巧,请看多池资源分配.
订单下降
看板生产系统通过限制在制品和成品的库存来降低成本和浪费。下载188bet金宝搏然而,当产品需求波动时,库存不足可能导致订单减少。
该模型模拟季节性需求波动引起的订单下降。在生成生产订单子系统,输出开关块标记下订单使用第一个未被阻塞的端口作为其开关准则。在模拟过程中,块尝试向组装线子系统。如果成品的库存是空的,则将块标上填补生产指令在组装线子系统不接受此订单。块标记下订单然后将该订单转发给标记的Entity Sink块,从而删除该订单订单下降.

并显示结果
在模拟过程中,Data Display子系统显示这些范围以显示生产系统的性能:
A部分撤回看板Backlog
B部分撤回看板待办事项
在制品A的数量
正在加工的B部分的数量
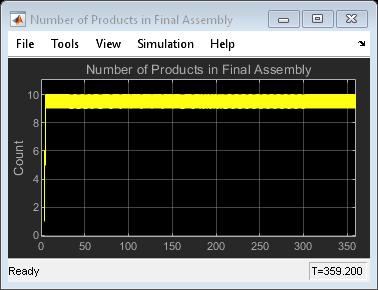
总装产品数量下载188bet金宝搏
贮存中A件的数量
贮存中B零件的数量
产品需求
丢弃订单数量
已完成订单数量
模型根级的Display块提供已完成订单数量和丢弃订单数量的数字视图。
对模型进行实验
(仅用于与活模型使用)
双击标有“分销商”的彩色区域中的配置块,打开产品需求的配置对话框。改变产品需求通过改变一年中每个月的每日产品需求参数。
双击标注为“生产系统”的有色区域中的配置块,打开看板系统的配置对话框。通过改变这个对话框中的参数来改变生产系统的撤回看板和在制品看板的数量。
双击标有“生产系统”的彩色区域中的配置块,打开生产能力的配置对话框。通过改变对话框中的参数来改变制造、运输和组装零件或最终产品所需的时间。下载188bet金宝搏
双击标记为material Supplier的彩色区域中的配置块,打开材料供应商的配置对话框。通过改变对话框中的参数来改变生产和交付原材料所需的时间。
使用模型进行性能分析
具有原始配置的模型代表了一个看板生产系统,当需求处于峰值时,在几个月内会出现重大的销售损失。通过对仿真结果的分析,提出了解决这一问题的方案。金宝搏官方网站
下面的步骤显示了如何开发解决方案。金宝搏官方网站
步骤1:使用原始配置运行模拟。如下图所示,标签为“订单数量下降”的范围表明,生产系统在一年的第90天和第150天之间遭受了重大的销售损失。将这一结果与标注为产品需求的范围进行比较,表明当产品需求达到峰值时,就会发生销售损失。
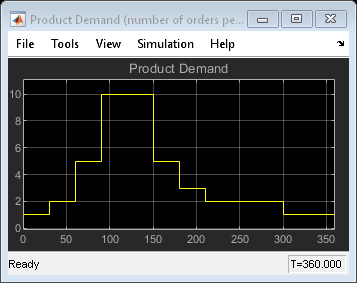

步骤2:将旺季的需求与产品的供应进行比较,可以看出装配线没有提供足够的生产能力。根据标注的产品需求范围(见上图),90天至150天每天需要10个产品。下载188bet金宝搏相比之下,如“总装产品数量”(见下图)的范围所示,在同一时期,每天只有大约5个产品在生产,远远低于需求数量。下载188bet金宝搏

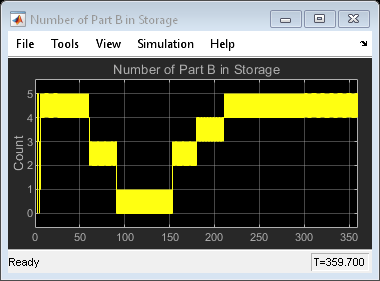
步骤3:进一步观察模拟结果可知,B部分在旺季库存不足。如标签B部入库数量范围(见下图)所示,在旺季库存是空的。这就解释了在总装期间生产能力的不足——装配线没有提供足够的B部分。
步骤4:与B部分相关的模拟结果表明,B部分的回收看板在高峰季节的使用率较低。如下图所示,在使用中的B部分撤回看板的编号中显示了这一点。

当装配线要求补货但零件供应商未能及时回应时,就减少使用回收看板。这就导致了对B部分在旺季的生产能力的分析。
步骤5:前面步骤中的视觉观察表明了这种定量分析:
根据标示的范围
产品需求在旺季,每天需要十件成品下载188bet金宝搏。由于一个B部件和一个A部件组装一个最终产品,为了完全满足需求,每天需要10个B部件进行最终组装。那就是:
B部分需求= 10 /天
根据生产能力配置,零件供应商生产一个零件b需要1.5天。根据看板系统配置,零件b发放了12个在制品看板,这就限制了同时生产零件的最大数量为12个。因此,B部分的最大产量为:
最大B部分产量= 12/1.5 = 8 /天
步骤6:B部分的需求与最大产量的比较表明了生产能力的不足。两种可能的解决方案是:金宝搏官方网站
为B部分发布更多的在制品看板,允许更多的零件并行生产。为了将B部分的最大生产速率提高到10以上,需要再发布至少3个在制品看板。
减少B零件的生产周期,提高生产率。生产周期需缩短0.3天以上,以满足生产速度要求。
第七步:为了验证解决方案1,通过增加B部分的在制品看板数量参数15.仿真结果表明,在这样的更新下,并行生产了15个B零件(见下面标注的工序B零件编号)。正如标签Number of Dropped Orders的范围所示,B部分供应的增加消除了订单丢弃的发生。


为了验证方案2,从原来的配置开始,通过减少生产能力来重新配置生产能力制作B部分所需的时间参数1.2的一天。随着生产能力的提高,每天有10个成品在组装(见下面标注的总装产品数量范围)。下载188bet金宝搏如下面的Number of Dropped Orders所示,这样的生产能力可以完全满足产品需求,全年销售没有损失。

以上步骤探究了产品需求季节性波动导致销量下降的根本原因。定量分析提出了应对这种需求波动的两种解决方案。金宝搏官方网站仿真验证了这两种解决方案确实可以帮助生产系统避免季节性销售损金宝搏官方网站失。
另请参阅
实体发电机|实体服务器|队列|资源池|资源收购方|资源发布人
相关的话题
你也可以从以下列表中选择一个网站: